




Vet du mer om specifikationerna och dimensionerna för stålspontvålar?
U-formad varmvalsad stålspont typ 2 U9

Produktinformation
| Standard | GB/SV | Fakturering | Efter faktisk vikt |
| Tolerans | Ingen | Leveranstid | 7 ~ 15 dagar |
| Legering eller inte | Ingen | Kvalitet | Q235B/Q355B/S235JR/S275JR/S355JR |
| Bearbetningstjänst | OEM | Ursprungsort | Tinajin, Kina |



Kemisk sammansättning av stålspont
| Klass (GB) | C | Mn | P | S | Si |
| Q235B | 0,22 | 1.4 | 0,045 | 0,045 | 0,35 |
| Q355B | 0,24 | 1,00–1,60 | 0,035 | 0,035 | 0,55 |
Mekaniska egenskaper för stålspont
| Klass (GB) | Sträckgräns (MPa) | Draghållfasthet (MPa) | Förlängning (%) |
| Q235B | ≥235 | 370–500 | ≥26 |
| Q355B | ≥355 | 470–630 | ≥21 |
Stålspontstorlek
Asiatisk typ varmvalsad spontpålning
Europa Larssen spontvägg
Asiatisk typ varmvalsad spontpålning
| sektion | Mått | Sektionsarea | Massa | Ögonblick av tröghet | Modul av sektionen | |||
| Bredd | Höjd | Tjocklek | Lugg | Vägg | ||||
| w | h | t | ||||||
| mm | Mm | mm | cm2/hög | kg/m² | kg/m² | cm4/m² | cm3/m² | |
| ⅠA | 400 | 85 | 8 | 45,21 | 35,5 | 88,8 | 4500 | 529 |
| II | 400 | 100 | 10,5 | 61,2 | 48 | 120 | 8740 | 874 |
| Ⅲ | 400 | 125 | 13 | 76,4 | 60 | 150 | 16800 | 1340 |
| ⅢA | 400 | 150 | 13.1 | 74,4 | 58,4 | 146 | 22800 | 1520 |
| Ⅳ | 400 | 170 | 15,5 | 97 | 76,1 | 190 | 38600 | 2270 |
| ⅤL | 500 | 200 | 24.3 | 133,8 | 105 | 210 | 63000 | 3150 |
| ⅥL | 500 | 225 | 27,6 | 153 | 120 | 240 | 86000 | 3820 |
| ⅡV | 600 | 130 | 10.3 | 78,7 | 61,8 | 103 | 13000 | 1000 |
| ⅢV | 600 | 180 | 13.4 | 104 | 81,6 | 136 | 32400 | 1800 |
| ⅣV | 600 | 210 | 18 | 135,3 | 106 | 177 | 56700 | 2700 |
Europa Larssen spontvägg
| Avsnitt | Mått | Massa | Tröghetsmoment | Modul för sektion | ||||
| Bredd | Höjd | Tjocklek | Per hög | Vägg | ||||
| w | h | t | s | |||||
| mm | mm | mm | mm | kg/m² | kg/m² | cm4/m² | cm3/m² | |
| 750 mm bred | ||||||||
| GHU 14 | 750 | 408 | 10.0 | 8.3 | 77,9 | 104 | 28 690 | 1 415 |
| GHU 16 | 750 | 411 | 11,5 | 9.3 | 86,3 | 115 | 32 860 | 1 610 |
| GHU 18 | 750 | 441 | 10,5 | 9.1 | 88,5 | 118 | 39 310 | 1 790 |
| GHU 20 | 750 | 444 | 12.0 | 10.0 | 96,9 | 129 | 44 450 | 2010 |
| GHU 23 | 750 | 447 | 13.0 | 9,5 | 102.1 | 136 | 50 710 | 2 280 |
| GHU 25 | 750 | 450 | 14,5 | 10.2 | 110,4 | 147 | 56 250 | 2 510 |
| 600 mm bred | ||||||||
| GHU 12 | 600 | 360 | 9,8 | 9.0 | 66,1 | 110 | 21 610 | 1 210 |
| GHU 12S | 600 | 360 | 10.0 | 10.0 | 71,0 | 118 | 22 670 | 1 270 |
| GHU 18-1 | 600 | 430 | 10.2 | 8.4 | 72,6 | 121 | 35 960 | 1 680 |
| GHU 18 | 600 | 430 | 11.2 | 9.0 | 76,9 | 128 | 38 660 | 1 810 |
| GHU 18+1 | 600 | 430 | 12.2 | 9,5 | 81,1 | 135 | 41 330 | 1 930 |
| GHU 22-1 | 600 | 450 | 11.1 | 9.0 | 81,9 | 137 | 46 390 | 2 070 |
| GHU 22 | 600 | 450 | 12.1 | 9,5 | 86,1 | 144 | 49 470 | 2 210 |
| GHU 22+1 | 600 | 450 | 13.1 | 10.0 | 90,4 | 151 | 52 520 | 2 345 |
| GHU 28-1 | 600 | 452 | 14.2 | 9,7 | 97,4 | 162 | 60 590 | 2 690 |
| GHU 28 | 600 | 454 | 15.2 | 10.1 | 101,8 | 170 | 64 470 | 2 850 |
| GHU 28+1 | 600 | 456 | 16.2 | 10,5 | 106,2 | 177 | 68 390 | 3 010 |
| GHU 32-1 | 600 | 452 | 18,5 | 10.6 | 109,9 | 183 | 69 220 | 3 075 |
| GHU 32 | 600 | 452 | 19,5 | 11.0 | 114,1 | 190 | 72 330 | 3 210 |
| GHU 32+1 | 600 | 452 | 20,5 | 11.4 | 118,4 | 197 | 75 410 | 3 350 |
| 600 mm och 400 mm breda | ||||||||
| GHU 6N | 600 | 309 | 6.0 | 6.0 | 41,9 | 70 | 9 680 | 635 |
| GHU 7N | 600 | 310 | 6,5 | 6.4 | 44,1 | 74 | 10 460 | 685 |
| GHU 7S | 600 | 311 | 7.2 | 6,9 | 46,3 | 77 | 11 550 | 750 |
| GHU 7HWS | 600 | 312 | 7.3 | 6,9 | 47,4 | 79 | 11 630 | 755 |
| GHU 8N | 600 | 312 | 7,5 | 7.1 | 48,5 | 81 | 12 020 | 780 |
| GHU 8S | 600 | 313 | 8.0 | 7,5 | 50,8 | 85 | 12 810 | 830 |
| GHU 10N | 600 | 316 | 9.0 | 6,8 | 55,8 | 93 | 15 710 | 1000 |
| GHU 11N | 600 | 318 | 10.0 | 7.4 | 60,2 | 100 | 17 460 | 1 105 |
| GHU 12N | 600 | 320 | 11.0 | 8.0 | 64,6 | 108 | 19 230 | 1 230 |
| GHU 13N | 600 | 418 | 9.0 | 7.4 | 59,9 | 100 | 26 600 | 1 280 |
| GHU 14N | 600 | 420 | 10.0 | 8.0 | 64,3 | 107 | 29 420 | 1 410 |
| GHU 15N | 600 | 422 | 11.0 | 8.6 | 68,7 | 115 | 32 270 | 1 540 |
| GHU 16N | 600 | 430 | 10.2 | 8.4 | 72,6 | 121 | 35 960 | 1 680 |
| GHU 18N | 600 | 430 | 11.2 | 9.0 | 76,9 | 128 | 38 660 | 1 810 |
| GHU 20N | 600 | 430 | 12.2 | 9,5 | 81,1 | 135 | 41 310 | 1 930 |
| GHU 21N | 600 | 450 | 11.1 | 9.0 | 81,9 | 137 | 46 390 | 2 070 |
| GHU 22N | 600 | 450 | 12.1 | 9,5 | 86,1 | 144 | 49 470 | 2 210 |
| GHU 23N | 600 | 450 | 13.1 | 10.0 | 90,4 | 151 | 52 520 | 2 345 |
| GHU 27N | 600 | 452 | 14.2 | 9,7 | 97,4 | 162 | 60 590 | 2 690 |
| GHU 28N | 600 | 454 | 15.2 | 10.1 | 101,8 | 170 | 64 470 | 2 850 |
| GHU 30N | 600 | 456 | 16.2 | 10,5 | 106,2 | 177 | 68 390 | 3 010 |
| GHU 31N | 600 | 452 | 18,5 | 10.6 | 109,9 | 183 | 69 220 | 3 075 |
| GHU 32N | 600 | 452 | 19,5 | 11.0 | 114,1 | 190 | 72 330 | 3 210 |
| GHU 33N | 600 | 452 | 20,5 | 11.4 | 118,4 | 197 | 75 420 | 3 350 |
| GHU 16-400 | 400 | 290 | 12,7 | 9.4 | 62,0 | 155 | 22 600 | 1 570 |
| GHU 18-400 | 400 | 292 | 15,0 | 9,7 | 69,3 | 173 | 26 100 | 1 795 |
| Avsnitt | Mått | Massa | Tröghetsmoment | Modul för sektion | ||||
| Bredd | Höjd | Tjocklek | Per hög | Vägg | ||||
| w | h | t | s | |||||
| mm | mm | mm | mm | kg/m² | kg/m² | cm4/m² | cm3/m² | |
| GHL 600 | 600 | 150 | 9,5 | 9,5 | 56,4 | 94 | 3825 | 510 |
| GHL 600K | 600 | 150 | 10 | 10 | 59,4 | 99 | 4050 | 540 |
| GHL 601 | 600 | 310 | 7,5 | 6,4 | 46,8 | 78 | 11520 | 745 |
| GHL 602 | 600 | 310 | 8.2 | 8 | 53,4 | 89 | 12870 | 830 |
| GHL 603 | 600 | 310 | 9,7 | 8.2 | 64,8 | 108 | 18600 | 1200 |
| GHL 603K | 600 | 310 | 10 | 9 | 68,1 | 113,5 | 19220 | 1240 |
| GHL 603 10/10 | 600 | 310 | 10 | 10 | 69,6 | 116 | 19530 | 1260 |
| GHL 604 | 600 | 380 | 10 | 9 | 73,8 | 123 | 30400 | 1600 |
| GHL 605 | 600 | 420 | 13 | 9.2 | 85,5 | 142,5 | 43890 | 2090 |
| GHL 606 | 600 | 435 | 14.4 | 9.2 | 94,2 | 157 | 54375 | 2500 |
| GHL 607 | 600 | 452 | 19 | 10.6 | 114 | 190 | 72320 | 3200 |
| GHL 703 | 700 | 400 | 9,5 | 8 | 67,5 | 96,4 | 24200 | 1210 |
| GHL 716 | 700 | 440 | 10.2 | 9,5 | 79,9 | 114,2 | 35200 | 1600 |
| GHL 720 | 750 | 450 | 12 | 10 | 96,4 | 128,5 | 45000 | 2000 |
Ladda ner hela katalogen
Stålspontlåsning och vattentät prestanda

Design: Sammankopplande stålspont, permeabilitet ≤1×10⁻⁷ cm/s
AmerikaUppfyller ASTM D5887-standarden för ett foder för att minimera läckage under fat.
SydostasienGrundvattensäker för tropiska regnperioder
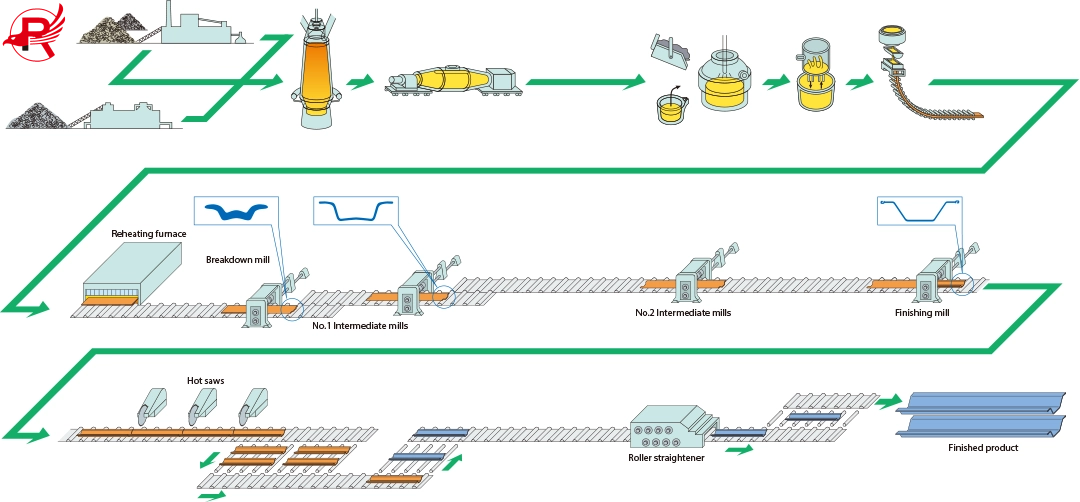
Produktionsprocess för stålspont
1. Smältning och kontinuerlig gjutning
BehandlaSmält järn från masugn raffineras i en konverter (BOF), med strikt kontroll över den kemiska sammansättningen av kol (C), mangan (Mn) och kisel (Si), och spårämnen (såsom vanadin och titan) tillsätts för att förbättra hållfasthet och seghet.
ProduktionProdukten gjuts till formade ämnen (dog-bone beam blanks) eller stora rektangulära ämnen med hjälp av en stränggjutningsmaskin (CCM). Användningen av formade ämnen minskar deformationen avsevärt under efterföljande valsning och skyddar låsmekanismen.
2. Återuppvärmning av stålämnen
BehandlaStålämnen värms upp jämnt i en gångstråleugn, vanligtvis vid en temperatur mellan 1150 °C och 1250 °C.
ÄndamålFör att eliminera inre spänningar i ståltråget och uppnå tillräcklig plasticitet för att underlätta efterföljande austenitisk valsning vid hög temperatur.
3. Universalvalsning
Detta är det viktigaste och tekniskt mest utmanande steget i spontproduktion:
GrovbearbetningUppvärmda stålämnen valsas genom ett grovvalsverk för att initialt forma spontväggens liv- och flänsprofiler.
Universell efterbehandlingFinvalsning i flera svängar utförs med hjälp av en universalfräs och en kantfräs.
SammankopplingsformningI de sista dragen rullar specialdesignade sidoformningsvalsar exakt spontens spontlås till U-formade eller Z-formade spontlås. Spontlåsens dimensionstoleranser är extremt höga för att säkerställa smidig indrivning och tätt ingrepp under konstruktionen.
4. Kylning och plattning
KylDe valsade, glödande stålsponterna kyls stegvis och jämnt på en kylbädd för att förhindra vridning på grund av temperaturskillnader.
RätningEfter kylning rätas spontväggarna i längdriktningen med hjälp av en stor flervalsriktare för att eliminera böjning och vridning, vilket säkerställer att spontväggarna är raka och uppfyller standarder (som EN 10248 eller JIS A5523).
5. Skärning, inspektion och packning
SkärandeMed hjälp av varm- eller kallsågar kapas plåtarna exakt till kundens önskade längder (t.ex. 9 meter, 12 meter, 15 meter etc.).
Inspektion* Dimensions- och ytinspektion: Strikta manuella och automatiserade inspektioner utförs, särskilt genomströmningstestet, för att säkerställa perfekt skarvning av varje påle.
Fysisk och kemisk prestandatestningProverna testas med avseende på sträckgräns, draghållfasthet och slagenergi.
FörpackningRostskyddsolja eller vattentätt tätningsmedel appliceras vanligtvis på de sammankopplade områdena, sedan staplas och buntas pålarna i alternerande riktningar, redo för transport.
Ytterligare anmärkningarOvanstående beskriver processen för varmvalsade spontväggar. Kallformade spontväggar tillverkas genom att böja varmvalsade stålrullar vid rumstemperatur med hjälp av en rullformningsmaskin. Jämförelsevis erbjuder varmvalsningsprocessen överlägsen sammankopplingstäthet, vattentäthet och övergripande strukturell styrka, vilket gör den mer lämplig för stora eller djupa grundläggningsprojekt.
Stålspont yta
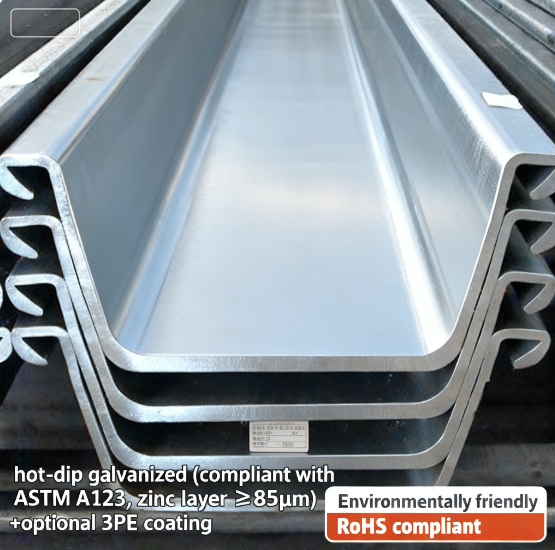
AmerikaHDG-beläggningen uppfyller ASTM A123-standarden, med en minsta zinkbeläggningstjocklek på ≥85 µm. 3PE-beläggning finns tillgänglig som ett valfritt skyddssystem. Alla ytbehandlingar är RoHS-kompatibla, vilket säkerställer miljösäkerhet och internationella exportstandarder.
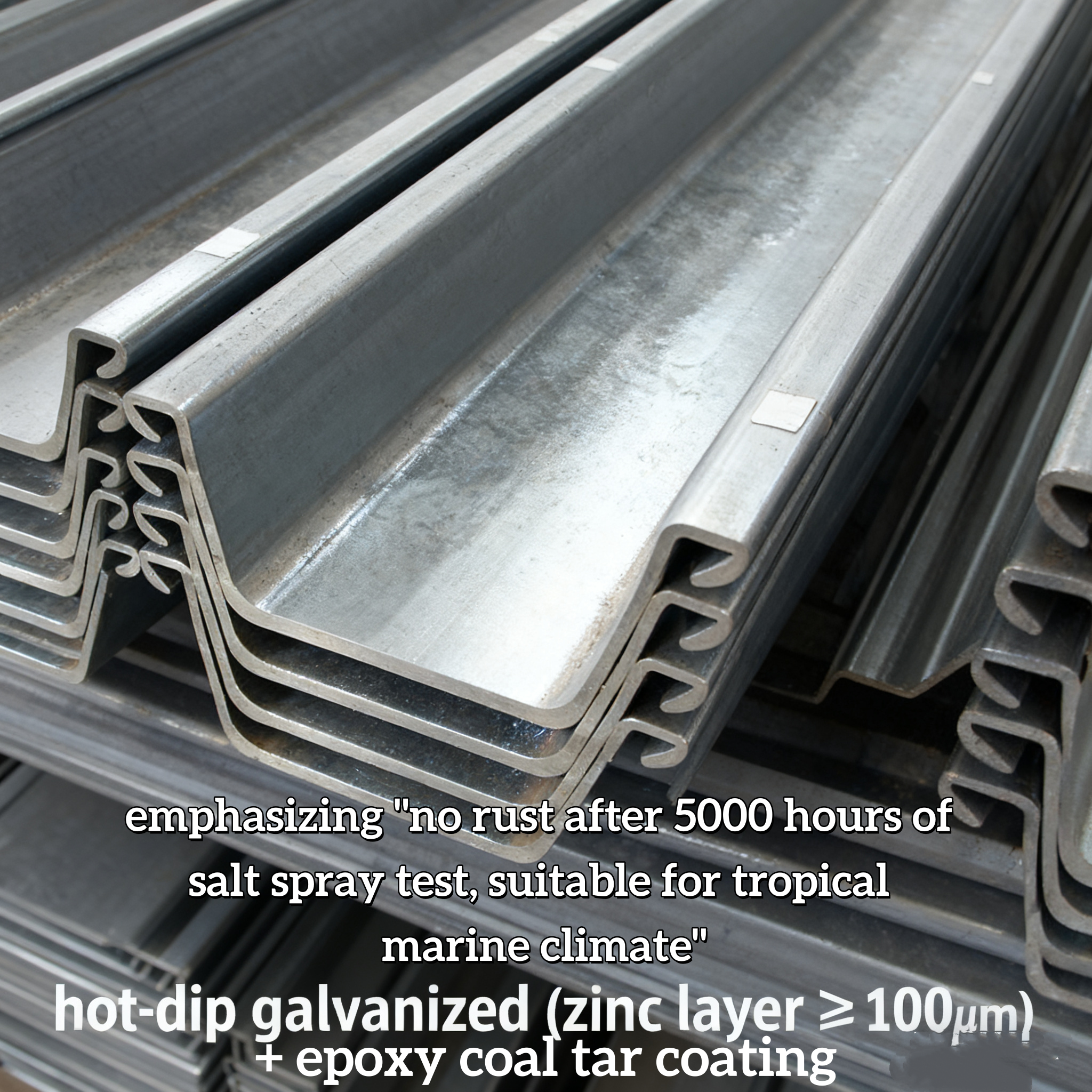
Sydostasien:Varmförzinkning (≥100 μm) i kombination med dubbelskiktad epoxibeläggning av stenkolstjära ger över 5 000 timmars saltstänkbeständighet, lämplig för tropiska marina miljöer.
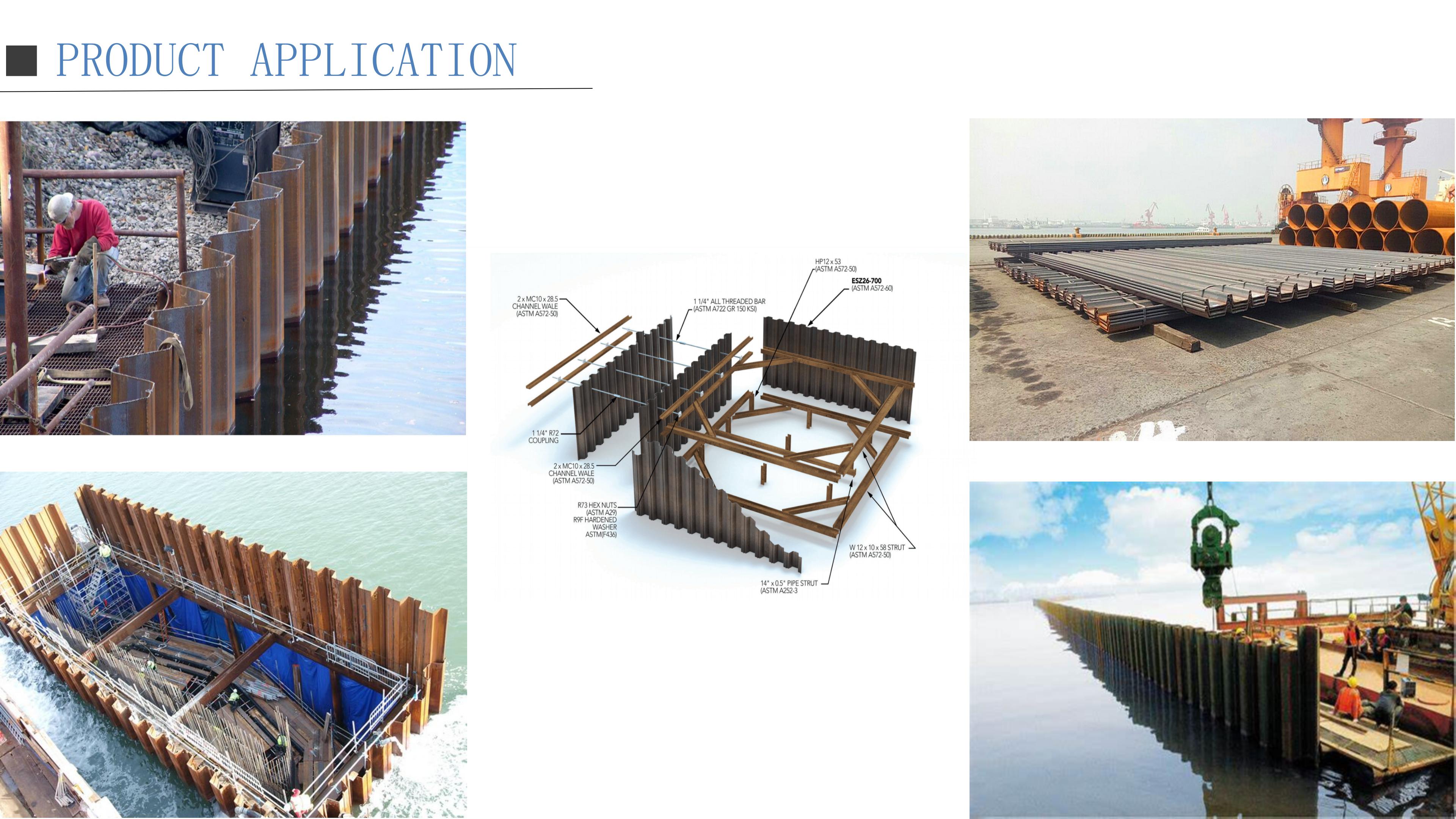
ANSÖKAN
1. Marin- och hamnteknik:Används i hamnar, kajer och offshore-strukturer för att motstå havsvattenkorrosion och vågpåverkan.
2. Stödmurssystem:Används i jordstödjande konstruktioner för källare, vägar och sluttningsskydd.
3. Översvämningskontroll och flodarbeten:Idealisk för kassunor, flodvallar och översvämningsbarriärer med stark vattenbeständighet.
4. Grund- och infrastrukturprojekt:Används i brofundament, underjordiska strukturer och tunga anläggningsarbeten för stabilt stöd.
Fördelar med U-formade pålar
1. Höghållfast stålkvalitet
Tillverkad av premiumstål, vilket säkerställer utmärkt bärförmåga och långsiktig strukturell stabilitet.
2. Överlägset korrosionsskydd
Avancerade beläggningar som HDG och epoxisystem ger stark motståndskraft i marina och tuffa miljöer.
3. Precis sammankopplingssystem
Noggrann U/Z-profildesign säkerställer tät anslutning och förhindrar jord- och vattenläckage under konstruktionen.
4. Snabb leverans och skräddarsydda lösningar
Brett utbud av storlekar och specialtillverkning tillgänglig med effektiv produktion och global exportkapacitet.



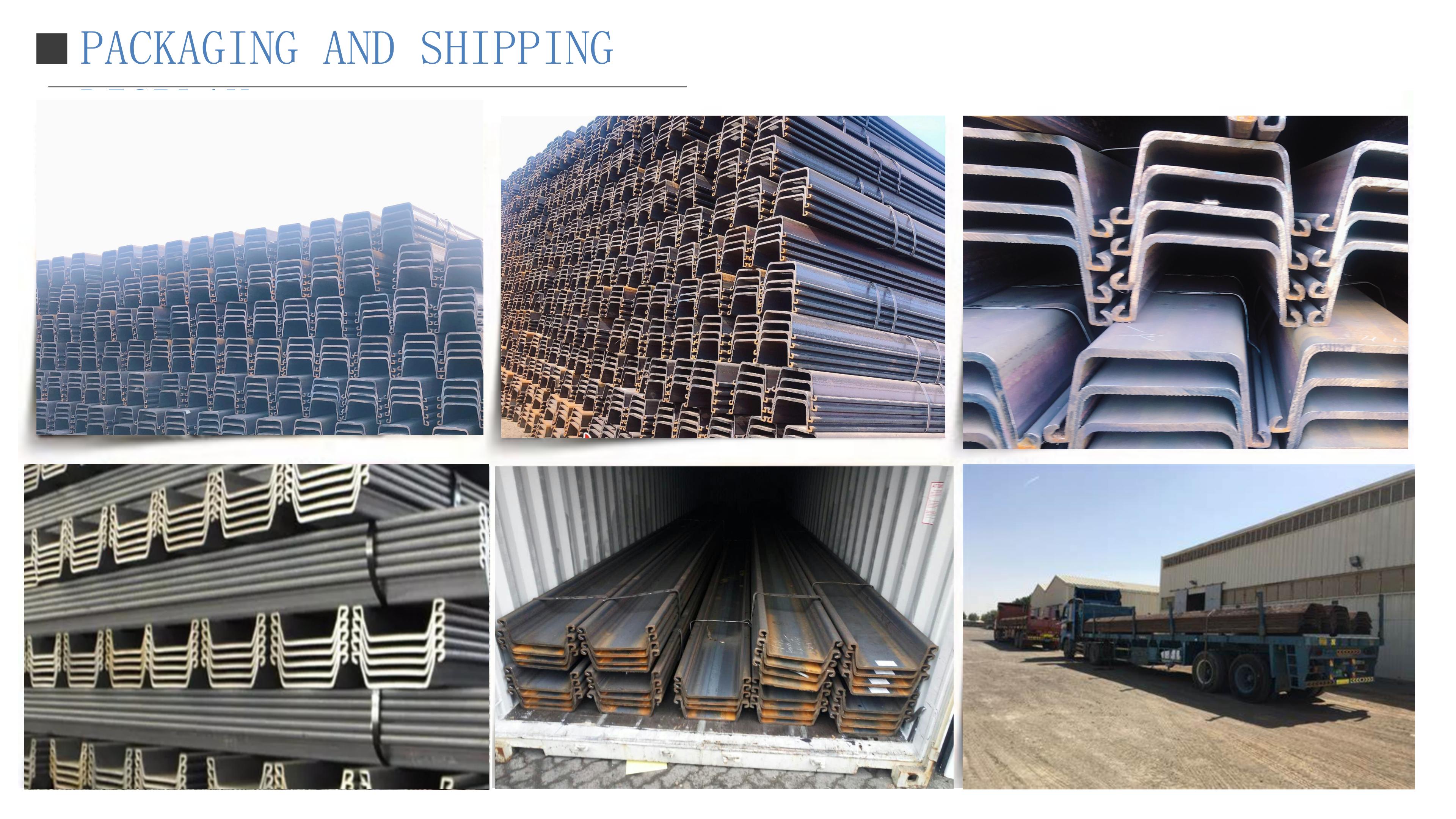
FÖRPACKNING OCH FRAKT
1. Standard exportförpackning
Stålspontar är buntade med stålband och förstärkta för att säkerställa säker hantering under lastning och transport.
2. Ytskydd
Rostskyddsolja eller skyddande beläggning appliceras för att förhindra korrosion under långtransport och lagring.
3. Lastningsmetoder
Packade i containrar eller bulkfartyg beroende på storlek, längd och projektkrav.
4. Snabb global leverans
Flexibla logistiklösningar säkerställer snabb leverans till hamnar över hela världen, med fullständig dokumentation för exportklarering.
Vanliga frågor
Q1: Kan ni erbjuda anpassade storlekar och längder?
A: Ja, vi erbjuder anpassade bredder, tjocklekar och längder baserat på ritningar eller tekniska specifikationer.
F2: Vad är den typiska leveranstiden?
A: Standardprodukter är vanligtvis klara inom 7–15 dagar, medan specialbeställningar beror på kvantitet och specifikationer.
F3: Vilka tillämpningar är spontväggar lämpliga för?
A: De används ofta inom stödmurar, marin teknik, översvämningskontroll, kassunor och grundstöd.
F4: Tillhandahåller ni fabrikstestcertifikat (MTC)?
A: Ja, vi kan tillhandahålla fullständiga MTC-, SGS-, BV- och tredjepartsinspektionscertifikat på begäran.
F5: Vilken är din lastnings- och förpackningsmetod?
A: Spontväggar buntas med stålband och lastas i containrar eller bulkfartyg med lämpligt skydd för exportfrakt.
Skriv ditt meddelande här och skicka det till oss
Produktkategorier
-

Amerikanska stålprofiler ASTM A1011 stålprofiler
-
Горячекатаная стальная шпунтовая свая Z-образно...
-

Amerikanska stålkonstruktioner stålprofiler ASTM A...
-

GB Q235B H-balk | GB Standard Kina-leverantör | ...
-

Slitstarka utomhustrappor i stål Enkel gör-det-själv-in...
-

GB stålgaller 25×3 specifikation stål ...